برنامه نویسی ماشین سی ان سی cnc یا همان جی کد نویسی

جی کد
در این بخش ما قصد داریم بخش های مقدماتی و اصول اولیه و پایه برنامه نویسی ماشین های cnc ( جی کد نویسی )بپردازیم و به نوعی زبان دستگاه را بخوانیم و حتی آن را بنویسیم ، اما آیا لازم است ما جی کد G_code نویسی را بدانیم؟! این سوالی است که بعد ها به پاسخ آن دست خواهید یافت .
شاید شما چندین سال با دستگاه CNC کار کرده باشد و حتی یک بار هم یک خط کد ننوشته باشید و یک اپراتور ماهر هم باشید یعنی به نرم افزار های جی کد گیری مثل ارتکم ، پاورمیل ، سالیدورک و…مسلط باشید اما واقعا لزومی دارد که به این کد ها مسلط باشید ؟
ماشین سی ان سی
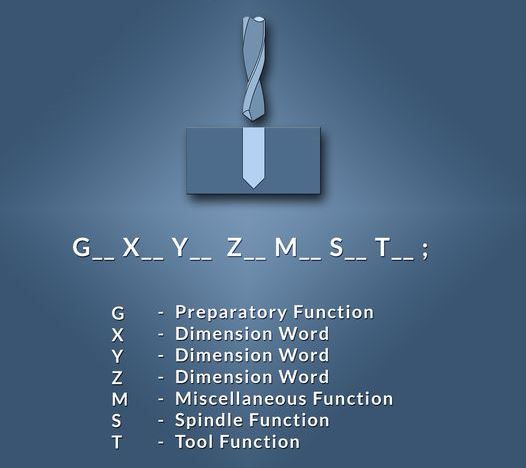
دستورات اصلی و فرعی ماشین سی ان سی
جی کد هایی که به ماشین سی ان سی داده می شود شامل دو کد اصلی و فرعی می باشد .
دستورات فرعی خود شامل 2 دسته M کدها و دستورات کمکی می باشد
CNC
دستورات اصلی
این دستورات با حرف G و یک عدد نهایتا 2 رقمی تعریف می شود که وظیفه اصلی جی کد را مشخص می کند
در زیر مهمترین دستورات اصلی برای شما آورده شده
G0 حرکت خطی با حد اکثر سرعت
G1 حرکت خطی با سرعت پیشروی تعریف شده
G2 حرکت دایره ای موافق عقربه های ساعت
G3 حرکت دایره ای مخالف عقربه های ساعت
G20 انتخاب سیستم اینچی
G21 انتخاب سیستم متریک
G28 رفتن ابزار به نقطه مرجع
G40 لغو جبران شعاع ابزار
G41 تصحیح کننده شعاع ابزار به سمت چپ
G42 تصحیح کننده شعاع ابزار به سمت راست
G54 تعیین نقطه صفر قطعه کار
G90 انتخاب سیستم مطلق
G91 انتخاب سیستم افزایشی
دستورات فرعی
همان طور که گفتیم دستورات فرعی به دو دسته M کدها و دستورات کمکی تقسیم می شوند .
M کد ها :
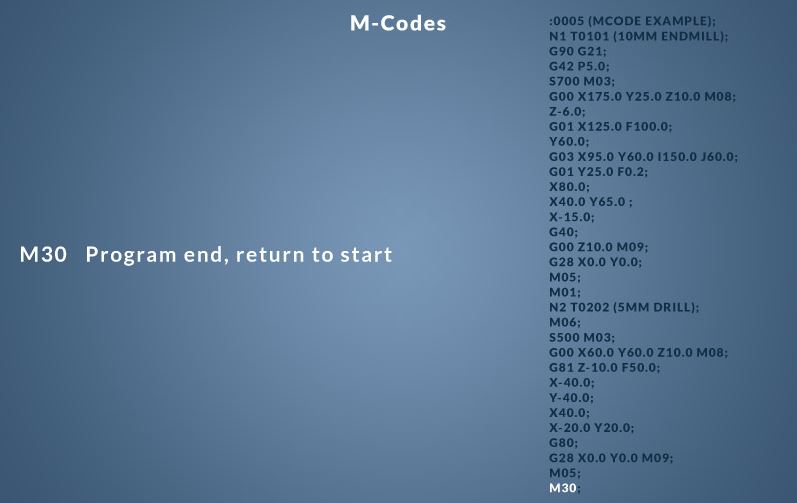
M کد ها
این دستورات در اکثر کنترل ها یک معنی یکسان دارد اما ممکن است در یک دستگاه دیگر عمکرد مشابه نداشته باشد و حتی یک کد خاص هیچ معنی برای کنترلر نداشته باشد .
نکته : قبل از استفاده از این دستورات دستور العمل شرکت سازنده و جی کد های تعریف شده دستگاه مطالعه شود .
مهمترین این دستورات شامل:
M0 توقف اجرای برنامه
M1 توقف اختیاری
M2 پایان برنامه
M3 روشن کردن اسپیندل در جهت ساعت گرد
M4 روشن کردن اسپیندل در خلاف جهت عقربه های ساعت
M5 اسپیندل خاموش
M6 تعویض ابزار
M8 آب صابون روشن
M9 آب صابون خاموش
M30 پایان برنامه و برگشت به ابتدا
M119 مشاهده وضعیت ENDSTOP ها
M114 مشاهده مختصات مته
نکته : دستورات M119 و M114 برای نرم افزار هایی که قابلیت COMMUNICATION در انها فعال هست قابل مشاهده است و باید این دستورات نیز تعریف شده باشد .
دستورات کمکی:
F سرعت پیشروی
S سرعت اسپیندل عدد جلوی آن یک عدد 2تا 4 رقمی است
T فراخوانی ابزار
D شماره افست
P زمان مکث
K,L تعداد تکرار
همان طور که ملاحظه می کنید تک تک پارامتر هایی که در نرم افزار های ماشین کاری تنظیم می کنید به یک کد خاص تبدیل می شود که دستگاه سی ان سی قادر به خوانده آن است .
در پست بعدی شما را با سایر اجزای جی کد ها و ترتیب نوشتن و ساختار جی کد ها آشنا می کنیم .